A Brief Introduction to Filament Fillers

Ben Ryder
Engineering Intern
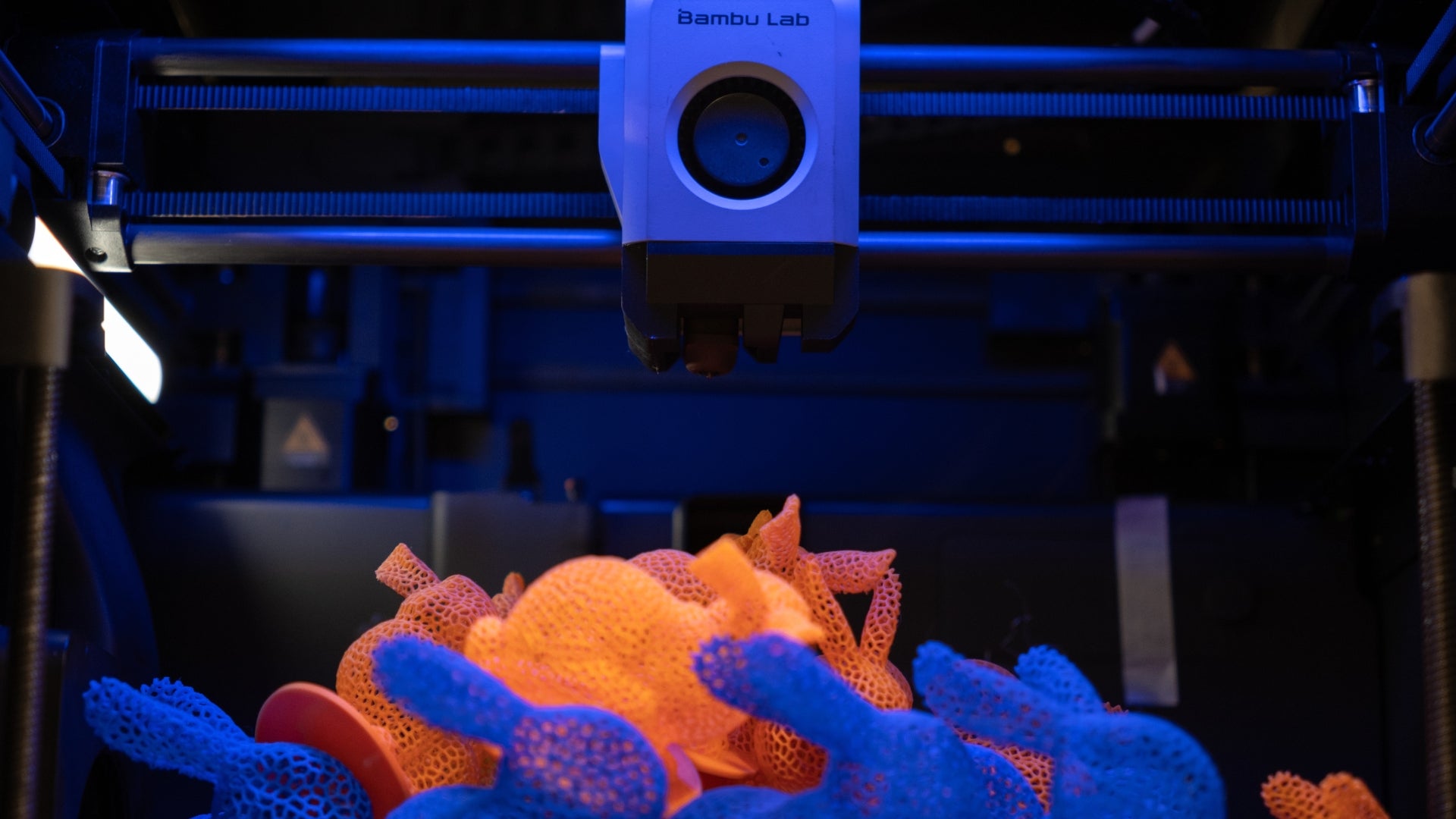
Polymers and their unique properties are well suited for many applications but can be enhanced further by adding a filler. Neat polymers, or unfilled polymers, have good strength and chemical stability properties but lack many other desirable properties such as dimensional stability, conductivity, or antimicrobial. Fillers can serve to fill this lack by performing functions such as improving mechanical, thermal, and electrical properties, luminescence, cleaning, or bactericide. These fillers can come in many forms, from nanopowders to centimeter-long fibers, and can elevate the material system's ability to handle different engineering constraints. Various materials are used as fillers, including carbon fibers, metals, and ceramics.
Fibers
Fibers are a popular filament filler as they add excellent mechanical property improvements. Fibers aid the dimensional stability of parts, especially for filaments prone to warping, such as nylon and ABS. When printing with fiber-reinforced polymers, it's essential to have a nozzle orifice of 0.4 mm or greater and a minimum layer height of 0.25 mm. If these two rules of thumb are not followed, clogging issues may plague you. Fibers are also abrasive, so a hardened steel nozzle, such as Slice Engineering's Vanadium™ nozzle, may be necessary. The fibers are chopped into lengths ranging from microns to centimeters and randomly dispersed throughout the polymer matrix. Fibers come in two common types: carbon and glass. Glass fibers are cheap and effective, which makes them a suitable choice when you want improved parts and added dimensional stability. Carbon fiber is the gold standard for engineering applications as it offers the best mechanical properties and weight combination. Additionally, both fiber types give a unique surface finish that many people find attractive.
One big downside of the fibers is that they don't reach between layers, meaning the strength gained in the X and Y direction is significantly higher than in the Z. Optimizing print orientation for strength may need to be considered to take full advantage of the fibers' strengths.
Metals
Metal filaments come in two main styles: a bulk polymer matrix with metal particles dispersed throughout and a bulk metal matrix with only some polymer dispersed. The first style is similar to fiber-filled filaments, where the filler is distributed throughout the polymer matrix. This style allows the plastic parts to have a high density and unique appearance compared to neat polymer parts, making this style an excellent choice for props or other non-load-bearing applications where the density can help sell its realism. The second style is designed to be sintered once printed, allowing the polymer to burn away and leaving a solid metallic object behind. Sintering is heating inside a furnace to fuse many little ceramic/metallic particles into one larger one. The resulting object shrinks during the firing process due to polymer burnoff, which needs to be anticipated during the design process. This style can be used to make load-bearing parts which can be utilized for a variety of different applications. Both filament types may be abrasive depending on the metal that is used. If the filler metal is harder than your nozzle material, then a hardened steel nozzle should be used. Similar to the fibers, the minimum layer height and nozzle orifice should be followed to prevent clogging. Instructions for sintering or further post-processing of any metal-filled part should be carried out according to the manufacturer's instructions.
Ceramics
Similar to metal systems, ceramics come in two styles: sinterable and non-sinterable. The sinterable filament works identically to the metallic filament. The part is 3D printed and then fired inside a kiln or furnace to burn away the polymer and fuse the ceramic. This can be used to create complex shapes and geometry, which may have been very difficult and cost prohibitive if traditional manufacturing techniques were to be utilized. The non-sinterable type of ceramic is relatively hard to find on the market. It does not see significant property improvements over neat polymers making the most common ceramic filaments sinterable. Sinterable ceramics can be used to create art pieces, cookware, or even engineering ceramics, although dimensional accuracy and minimum detail size can limit applications. Similarly to metal filaments, there will be dimensional changes when the parts are fired. Thus following the manufacturer's recommendations and instructions typically lead to the best resulting parts.
Support Material
Supports are crucial for the success of many 3D prints but often have drawbacks such as poor surface finish and post-processing time. Dissolvable support materials were created to remove the need for a gap between supports and parts and remove the manual and tedious task of cleaning the supports. In addition, specific polymers can be used as supports since they have little layer adhesion with the polymer part. One example is HIPS supports on an ABS part where the HIPS quickly and cleanly breaks away from the surface. Within dissolvables, a few support materials are available such as water-soluble or chemical-soluble. Both types allow hands-free support removal using the appropriate solvent for the support material. Water soluble supports such as PVA dissolve when placed into warm water. Of course, removing the bulk of the supports before soaking is advised as it will dissolve the remaining support material faster. Chemical soluble supports work the same way, except water will need to be replaced with whatever the appropriate solvent is for that support material. It is crucial to ensure the polymer you choose for the part is chemically resistant to the support materials solvent, or you may dissolve your part as well. Be cautious with these chemicals, as many have associated risks, so read the safety data sheet to handle them properly. Support material also allows for direct contact between the support and part. This dramatically improves the surface finish properties compared to traditional supports that have a 1-2 layer gap to prevent adhesion between the support and part. Support materials can be handy for large, complicated models and shapes where you cannot access the supports to remove them or where surface smoothness is needed at a support site.
Medical
3D printed parts have high surface roughness due to the layer lines on a part. These small ridges, even when only 120 μm thick, are perfect homes for scores of microorganisms. Due to this, 3D printed parts used in high bacteria environments, such as cookware and healthcare, are incredibly hard to clean thoroughly. Antibacterial filaments were created to address these issues using nano silver powder distributed throughout the polymer matrix. Silver has been used since the Roman Empire as an antibacterial coating and is one of the oldest medical materials still used today. Silver ions readily bond with many biological components, such as cell membranes and DNA. This bonding allows the silver ions to pierce through bacteria quickly, ceasing the normal processes of homeostasis. The price is also minimally higher than a standard spool of PLA, making it an excellent material to experiment with! This filament will print almost identically to PLA, making it easy to use. Antibacterial filament could open many new application environments previously prohibitive to 3D printed parts due to very high bacterial loads.
Conductive
Conductive filament is almost an oxymoron. Yes, there is conductive filament, but most formulations are very weakly conducting. Unfortunately, polymers are excellent insulators meaning the current flows through the additive in the polymer. Since the current must travel through the additive dispersed in the matrix, the relative resistance of the filament becomes relatively high. The range for resistance is 1-1000 ꭥ⋅cm for the filaments, which is one of the drawbacks. There is large batch-to-batch and print-to-print variability in the desired resistance of the resulting parts since the distribution of additives is not homogenous. Despite many challenges, conductive filament has endless applications for custom-printed conducting paths in hobby electronics projects.
Glow
Glow filaments have a unique charm to them, radiating light in darkness. These are typically formed by blending europium doped strontium aluminate with neat polymer, creating a filament that glows in the dark. These filaments can vary widely based on the sourcing of the glow powder additive. The neat polymer that the additive is dispersed into can vary but is typically a standard 3D printing polymer such as ABS or PLA. Again, larger orifice diameters and hardened nozzles may help alleviate printing issues if they arise. Another consideration is how bright you want the resulting part. Higher infill density will make for a more luminous glowing object which may be desirable.
Cleaning Filament
Have you tried any of the above filaments and clogged your nozzle? Look no further than a cleaning filament. Insert this filament into your hotend at the manufacturer's recommended temperature and pull out anything clogging your nozzle. These have limitations; some clogs are too great for cleaning filament, and a needle or small drill bit may be needed to clear it. However, cleaning filament can recover partial clogs, which may occur when switching between polymers with drastically different melting temperatures, such as switching from PEEK to PLA. While not necessary, it can be an excellent tool to have around when you need to get your printer running again after a clog.