The 3D Printing Holy Trinity: PLA, ABS, and PETG

Ben Ryder
Engineering Intern
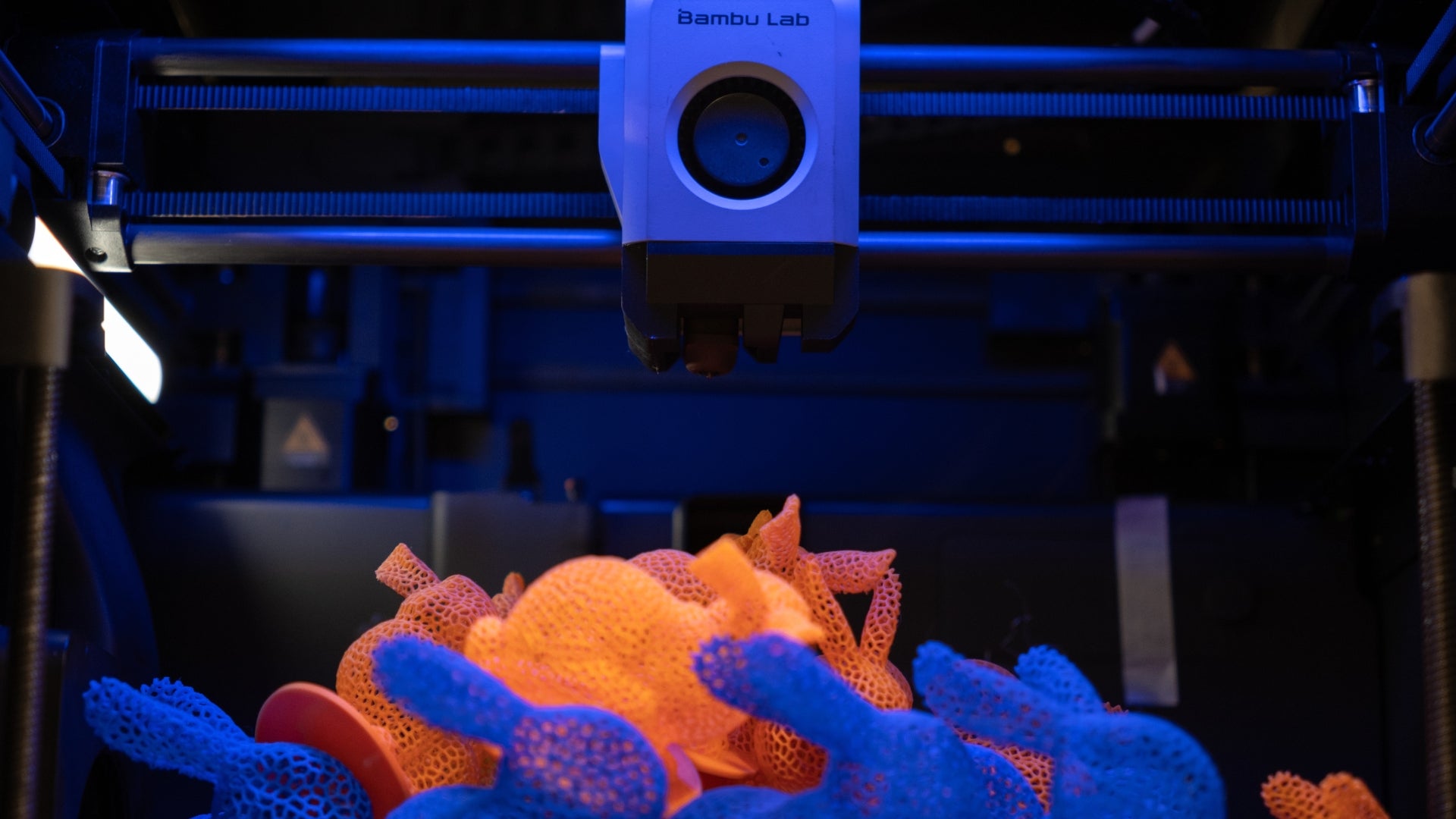
Every 3D printer owner has heard of PLA, ABS, and PETG filaments before, and for good reason. Each polymer has its own unique properties that allow high-quality parts to be produced for various applications. Whether you need a beautiful 12-color model or a part to survive 85°C temperatures, one of these three filaments will perform. PLA has been the go-to filament for learning how to 3D print for years because it’s easy to use and available in an endless selection of colors. ABS is known for being the choice when PLA would not work, allowing for stronger parts and hotter operating temperatures. PETG is the newest member of the trinity and has been gaining more popularity as people see some advantages over PLA with less challenges than ABS. This blog post will analyze the relative properties of these polymers as well as discuss which applications each filament excels in.
Polylactic Acid (PLA)
PLA is the G.O.A.T. in the 3D printing world. A cheap, easy to use, and compostable polymer, PLA has become the most popular filament for hobby FDM printing. Color choices are seemingly endless with options from matte pastels to multicolor, you can find a spool of PLA in the exact color you desire. The filament is easy to use having low print temperatures around 180-220°C and optional heated bed temperatures of 20-70°C. There are little to no warping issues with PLA allowing it to be printed onto non-heated build plates with proper adhesion. PLA will stick to a large range of print surfaces including glass, glue stick, PEI, painters’ tape, and much more.
PLA tends to weaken very quickly around 60°C making applications with elevated temperatures require a material other than PLA. Even if the polymer does not completely melt at these temperatures, the printed part will deform, modifying the part geometry. Contrary to popular belief PLA does produce toxic compounds when at printing temperatures. [1, 2] While it may have a sweet scent, printing PLA produces formaldehyde and many other volatile organic compounds that are known to have adverse health risks. In spite of the fact that these emission rates are very low, it is best practice to operate your printer in a well-ventilated area. A bonus is that PLA can be composted inside of industrial composting facilities that can maintain compost temperatures of 65°C, making it biodegradable. [3,4] Mechanical properties of PLA are balanced with moderate strength and durability without much flexibility, making PLA parts stiff and able to withstand some forces without failure. These properties allow it to excel in printing display models, prototypes, and some engineered applications. From a beginner to a pro everyone can utilize and enjoy printing PLA.
Acrylonitrile butadiene styrene (ABS)
ABS has a storied history within the 3D printing space as it was one of the first widely available filament choices alongside PLA. However, they could not be more different from one another as ABS is non-compostable, toxic, and difficult to use. Its use in other polymer-based manufacturing processes, such as injection molding, made ABS an obvious candidate for filaments, but it did not come without some challenges. The first challenge is ABS releases lots of toxic volatile organic compounds at printing temperature making it very important that the printing occurs inside of a well ventilated room. In addition, the printer should be housed inside of an enclosure that has the proper air filtration system to prevent toxic compounds from escaping.
This enclosure will also help with the second challenge: warping. ABS will warp if there isn’t enough bed adhesion, a draft occurs, the part cooling fans turn on, or many other situations that can cause print failures. Some actions that can help prevent ABS warping are having an enclosure, printing at the proper bed temperatures, disabling part cooling fans, and/or adding bed adhesives. Warping like this occurs due to internal strain from a temperature differential. The chamber around the printer serves to capture air and keep it approximately the same temperature throughout, preventing internal stresses from forming. Print temperatures vary between 220-260°C with ABS bed temperatures between 100-110°C.
ABS will stick to a variety of build surfaces including PEI, ABS slurry, glue stick and more. ABS slurry can be easily prepared by dissolving ABS into acetone to make a solution that coats the bed. Another consideration when printing ABS is the density of your parts. The thicker or more solid a part is the more likely it will warp. Thus, when printing in ABS try to keep the number of solid layers and infill percentage low to keep print success high. ABS also has a unique feature of being smoothable. Due to the solubility of ABS in acetone it can be used inside of a vapor chamber to smooth out the layer lines from a 3D print, allowing for glossy finishes with little manual labor. ABS needs to be dried prior to printing, as it is hygroscopic, around 65°C for a minimum of 2 hours. ABS has very good strength with moderate flex and excellent durability. ABS excels at engineering prototypes, models, and parts that need to resist some abuse.
Polyethylene terephthalate glycol (PETG)
PETG is a polymer that belongs to the polyethylene terephthalate (PET) family, one of the most produced polymer groups by mass every year with 33 million metric tons being produced in 2015 and 32 million metric tons of trash resulting. [5] The addition of glycol in the chemical structure improves the printing properties, mechanical properties, and optical clarity of the filament. PETG is becoming more popular with 3D printing enthusiasts who see advantages over PLA and comperable color variety. PETG needs hotend temperatures around 220-250°C with a bed temperature of 50-80°C. This polymer is known to be “sticky” which gives PETGr some excellent adhesion properties to both the bed and other polymer. This “sticky” property can also damage certain bed materials like glass if printed directly onto the surface. If needed, one can use a thin layer of glue stick to make a separation layer between the print bed and the part to protect the print bed from damage. Due to the strong adhesion between layers and the bed, there is little warping that occurs while printing. The “sticky” property also makes PETG stringier than other filaments but tuning retraction settings can help mitigate this effect. Additonally, PETG is hygroscopic and will absorb humidity from the air which will cause prints to have poor surface finish and mechanical properties. It is important to properly dry and store PETG to prevent moisture from being absorbed. Drying should be done around 65°C for at least 2 hours but longer may be required.
All of these complications come with upsides, such as high strength, durability, chemical resistance, and UV resistance along with being moderately flexible. It is an upgrade over PLA in almost all aspects aside from ease of use. This makes PETG a very good choice for outdoor environments, applications that need strong parts, temperatures as high as 85°C, or certain chemical environments.
Sources:
[1] Aika Y. Davis, Qian Zhang, Jenny P.S. Wong, Rodney J. Weber, Marilyn S. Black, “Characterization of volatile organic compound emissions from consumer level material extrusion 3D printers,” Building and Environment, Volume 160, 2019, 106209, ISSN 0360-1323, https://doi.org/10.1016/j.buildenv.2019.106209.
[2] Peter Byrley, M. Ariel Geer Wallace, William K. Boyes, Kim Rogers, “Particle and volatile organic compound emissions from a 3D printer filament extruder,” Science of The Total Environment, Volume 736, 2020, 139604, ISSN 0048-9697, https://doi.org/10.1016/j.scitotenv.2020.139604.
[3] “NatureWorks | Composting,” www.natureworksllc.com. https://www.natureworksllc.com/What-is-Ingeo/Where-it-Goes/Composting
[4] Dr. Ir. Maarten van der Zee, Ir. Karin Molenveld, “Compostable plastics disintegrate fast enough in the current Dutch Biowaste disposal system,” WUR, Feb. 17, 2020. https://www.wur.nl/en/news-wur/Show/Compostable-plastics-disintegrate-fast-enough-in-the-current-Dutch-Biowaste-disposal-system-F006pA.htm
[5] Roland Geyer and Jenna R. Jambeck and Kara Lavender Law, “Production, use, and fate of all plastics ever made,” Science Advances, Volume 3, Issue 7, 2017, https://www.science.org/doi/10.1126/sciadv.1700782.